


 02 9541 3500
02 9541 3500The Technologies That Best Communicated The “Power Of Particle Science” To The World.
The measurement of particle size distribution is important in many fields of science. Most notably materials testing, life sciences, food testing, and pharmaceutical companies all use it to understand how size affects the performance of their final product. For solids like cement, the surface area of the particle is critical in determining the rate of chemical reaction which affects the final product strength. For metal production processes, a distribution of finer particles are preferred to offer high packing density and improve quality. Fines are more likely to dissolve quicker which is extremely important for the pharmaceutical industry. Particle size affects the flavours released in the coffee brewing process and similarly for chocolate, the size effects the taste and mouth feel.
So, how do we measure particle size?
If we consider how particle characterisation tools have progressed over the last 30 years, we can see a distinct trend towards more sophisticated technologies providing an ever more detailed knowledge of particle properties. At a basic level, traditional mechanical particle size measurement techniques, such as sieving and sedimentation, combine low cost technology and simple, ‘easy to interpret’ results. However, the trade-off for this level of simplicity is the limited applicability to different types of sample and the limited information provided by such techniques.

All particle size analysis techniques measure some property of a particle and reports results as the equivalent spherical diameter based on this measured parameter. Whatever method we choose we need to be aware that different techniques will give different results. This is because we are measuring a different property of the particle (e.g. Length, Stokes’ diameter or a volume).
In aggressive fast-changing markets, investment in more sophisticated, optical data collection tools can provide a significant competitive advantage. The development of light scattering-based technologies such as laser diffraction, have forever changed particle size measurement, delivering robust, reliable particle size distributions and rapid, easy analysis for an extremely wide range of types of sample, ranging from granules (>1mm) to sub-micron fines (100nm and below). Easy to integrate either on-line or off-line, laser diffraction supports every stage of the product development cycle, as well as production efficiency and quality control of the final product.
Malvern Panalytical is the world’s leading supplier of particle size analysers and has been since first inventing the technology dating back as far as 1950s with RADAR used in WWII!
Some interesting facts about particle size analysers:
- 19 out of 20 of the world’s leading University’s use Malvern Panalytical particle size analysers
- 19 out of 20 of the world’s largest chemical companies use Malvern Panalytical particle size analysers
- All the top 20 pharmaceutical companies use Malvern Panalytical particle size analysers
Where it all began for particle science
Originating in 1953, The Radars and Signals Research Establishment (RSRE), now Qinetiq, was a research centre for the British army located in Malvern, Worcestershire, UK. It had a long history of inventive discovery involving RADAR, satellite communications, thermography, liquid crystal displays, speech synthesis and the Touchscreen. The future founder of Malvern Instruments, Steve Trudgill worked at RSRE as a Senior Experimental Officer during the early years of WWII, with some of the top engineers in the country to develop RADAR, which made a significant contribution to the winning of the war!
In the late 1950’s Steve started a new business repairing TV tubes which expanded when he partnered with colleagues from RSRE to supply cathode ray tubes for radar displays and eventually correlators in 1971. The company ‘Precision devices and systems UK Ltd’ then changed its name to Malvern Instruments in 1980 and further development of innovative products continued. Correlator technologies developed by Malvern Instruments proved useful for a wide range of applications and eventually led to particle sizing using PCS (Photon Correlation Spectroscopy), now more commonly called DLS (Dynamic Light Scattering). Parallel development of laser diffraction technologies resulted in commercial instrumentation received multiple Queen’s Awards for Technological Achievement between 1981 and 1988.
Now a world-leading company Malvern-Panalytical is committed to harnessing the power of precision measurement to allow for a cleaner, healthier and more productive world and continues to develop technically innovative products, building on Steve Trudgill’s founding innovation and leadership.
Some milestone instruments developed by Malvern are discussed below.
1972
The first Malvern correlator, known as ‘The Malvern’ was the world’s first commercial laser-based, particle-size analyser. It was developed with the aim to create a novel type of ultra-high resolution spectroscopy. In 1977 it received the coveted MacRobert Award – a well-deserved award for an instrument which was pivotal in the analysis of particle size and particle size distribution.
MacRobert Award is UK’s longest running and most prestigious national prize for engineering innovation. Other past winners include engineers behind innovations such as the Pegasus jet engine, catalytic converters, the roof of the Millennium Dome and intelligent prosthetic limbs. The Malvern correlator had applications in areas including: Aeronautics for plotting aerodynamic flow fields in aero-engine development; Marine engineering for measuring velocity and turbulence fields around ship models; Fuel and gas to assess the performance of burners from the velocity and turbulence levels of reactive gases; and Medical science to study blood flow in the retina used to diagnose diseases and defects. The key application, as it turned out, was the ability to measure the size distribution of particles in suspension or macromolecules in solution by measuring the diffusion coefficient of the scattering particles.
1972-1980

The Malvern Type 4300 was the first nano particle sizing system, combining the Malvern Correlator with the Photon Correlation Spectroscopy (PCS), more commonly known as Dynamic Light Scattering (DLS). Developed with input from the RSRE and Loughborough University, this technology is used to determine the velocity of nanoparticles undergoing electrophoresis in an electric field and to calculate their zeta potential, and in practice forms the basis of the Malvern Zetasizer series of instruments in use today.
50 years of laser diffraction and the evolution of the Mastersizer 3000.
1976-1980

Malvern ST1800 was the first Particle and Droplet Size Distribution Analyser that used the principle of Fraunhofer to measure particle size. It was the first Malvern laser diffraction system developed based on research at the University of Sheffield and was built for spray applications.
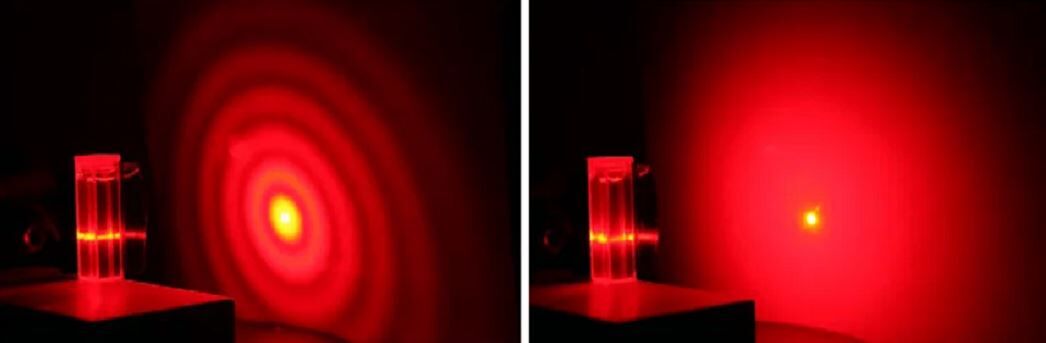
With the Malvern ST1800, the spray was fired through a parallel laser beam of monochromatic (red) light. The light, on hitting a droplet, was deflected by an angle which is a function of the size of the droplet. After passing through a lens the light hit a multi-element detector, the output from which passed through a small computer (PDP8 with a Teletype) which produced a hardcopy print out of a size distribution using calculation programs held on punch-tapes.
The Malvern ST1800 is always remembered for the chair – this one goes without saying. Of course the chair was an essential accessory, as the calculations took so long! haha
In the late 1970’s, when laser diffraction systems were first introduced, they all used the Fraunhofer approximation which assumes: Particles are much larger than the wavelength of light employed (ISO13320 defines this as being greater than 40λ i.e. 25μm when a He-Ne laser is used); All sizes of particles scatter with equal efficiencies; Particles are opaque and transmit no light.
These assumptions were not accurate or representative of the sample which gave rise to large errors especially for material with very small particles. As computing power increased, it then became possible to apply Mie theory. This allows for more accurate results for a wider range of sample types over a larger size range. Mie theory models are based on scattering from particles and account for refraction of light as opposed Fraunhofer which is based on scattering from slits and discs and only considers diffraction from surfaces.
1980-1984
Malvern 2200 was built for spray measurements and was very successful. It also used the principle of Fraunhofer to determine particle and droplet size analysis from the diffraction pattern from particles illuminated by a laser beam. This was the first system built to a complete Malvern design, and the first to be exported. Alongside it, the Malvern 3300 was launched, providing basic liquid dispersion and dry powder analysis.
1984-1996

The Malvern 2600 is Malvern’s best known early system. Available for wet or dry samples or spray analysis, it included a range of dispersion accessories. Big advances in software design led to features such as an ‘Easy’ mode where users could make a complete measurement using 5 function keys. Alongside this was a ‘Master’ mode, which allowed people to develop their own measurement macros. You can guess what this master mode became!
1988-1992

The Mastersizer 1000 was the first instrument to wear the Mastersizer label and the first to employ Mie Theory for analysing the data from sub-micron samples. This system was produced with built-in, automated dispersion units for sample delivery and was combined with advanced software which started the move to QC applications.
1994-2005

The Mastersizer S was the first wide-angle measuring system produced by Malvern. A single lens covered the entire range from 0.05 – 900 microns. However, the system required a long bench and a 1000mm lens to measure up to 3500 microns. This system set down the basics for Malvern’s most successful system – the Mastersizer 2000.
1998-2014

Mastersizer 2000 launched a quarter of a century ago.
The legacy Mastersizer 2000 system used the powerful capabilities of Mie theory through the inclusion of a database of refractive indices to provide particle size measurement for many different materials, both wet and dry. It offered a broad measurement range, 0.02μm to 2000μm, and exemplary accuracy of +/- 1%. Full automation and software-driven Standard Operating Procedures eliminate user variability and streamline analysis, making measurement a simple and routine task. A wide range of ‘plug and play’ dispersion cassettes ease the switchover from one sample type to another and optimise flexibility.
Approaching a quarter of a century after its launch, the groundbreaking Mastersizer 2000 reached the end of its formal support life in April 2022. Although the manufacture of the Mastersizer 2000 system ceased in 2015, Malvern Panalytical gave a commitment to fully support the Mastersizer 2000 for the following 7 years during which many of the electronic and hardware components used within the system were no longer available to maintain the Mastersizer 2000. Thousands of users have already made the successful transition from the Mastersizer 2000 to the Mastersizer 3000.
Mastersizer 3000 extends the boundaries (2012+)

Mastersizer 2000 was a very tough act to follow! Renown for being the most widely used laser diffraction particle sizing system globally, the Mastersizer 3000 was launched in 2011 as the replacement. Building on the strengths of its predecessor, the new system has advanced significantly over the last decade both in terms of the core optical hardware used to deliver high performance and the intuitive software that makes that performance accessible to the user. As a mature technology, this modern laser diffraction system offers an extended size range over a smaller footprint, and more versatile wet and dry powder sampling options. Extended size range capabilities open up the possibility for new, previously unfeasible applications, from characterising small particles with distributions extending from 10nm, to beads and granules up to several millimetres (3.5mm) in size. More powerful light sources and advances in miniaturisation of detectors, coupled with high-precision folded optics, allow higher performance to be obtained within a smaller instrument footprint. The powerful blue light source used for fine particle measurements is kept on the same axis and uses the same detectors as the red laser source for the coarse particle measurements. As shown in the diagram below, this set-up not only increases sensitivity to fine particles but makes combining light scattering data from both sources more straightforward.
Substantial developments have also occurred in the hardware used to prepare the sample for measurement. In wet measurement, for example, new accessories that more efficiently apply ultrasound and agitation can cut dispersion times by as much as 50%. For dry powder samples, extensive development of dry dispersion units has enhanced the performance leading to shorter measurement times and lower environmental impact to the widest range of materials.

Laser diffraction particle size analysers like the Mastersizer operate on fundamental scattering principles; therefore, no calibration is necessary. Instead, Quality Audit Standards which are essentially high quality and carefully prepared glass beads, have been produced to provide users with a single-shot, polydisperse transfer standard that enables them to verify the performance of their systems on a regular basis, as part of regulatory requirements, compliant with ISO13320.
Loved by our customers and proud to own a Mastersizer
The Mastersizer 3000 has recently been awarded a coveted ‘Gold Seal of Quality’ via SelectScience. A direct result of user feedback, SelectScience’s Seals of Quality are awarded to the top 0.1% of products that consistently receive the highest customer review ratings on their website. The Mastersizer has more than 100 reviews from scientists at an average rating of more than 4.5 out of 5, and is a technology continuing to do so much to help so many.
So what does all this mean for you?
Ultimately, Mastersizer 3000 has made lives easier, saved people time and money, helped smooth processes and improve end products, and in many cases eased headaches and bottlenecks.
We can go further together to make the invisible, visible
At ATA Scientific, we don’t just sell our instruments – through collaboration with a broad range of industries and academic institutions, we play a key role in optimising product development and manufacturing processes. We support our customers by providing optimal material characterisation techniques used in a wide range of industries together with key insights into the application, measurements and analysis to fully understand material behaviour.
Contact us for more information today!