


 02 9541 3500
02 9541 3500Additive Manufacturing: Role of Particle Analysis in 3D Printing

Additive manufacturing (AM), or 3D printing, is rapidly transforming industries in Australia, from aerospace and biomedical engineering to automotive and defence. By building up materials layer by layer, AM offers remarkable flexibility and efficiency in creating complex structures. Timely and accurate quality control, however, is a prerequisite for modern additive manufacturing, as excessive or unknown variation in the metal feed powder can lead to non-uniform layering, increased defects, poor surface finish, and even catastrophic failures.
Successful additive manufacturing, particularly with metal powders, relies on quality powder characterisation. The properties of the powders used—especially particle size, shape, packing density, and composition—directly impact the quality, strength, and performance of the final product. In this article, we explore the current landscape of additive manufacturing in Australia and discuss why detailed powder characterisation is essential and the best tools needed for achieving optimal results in AM.
Additive Manufacturing in Australia: Growing Applications and Opportunities
In Australia, AM is expanding, supported by government initiatives and industry interest. This growth is being driven by several leading research centres, which are pushing the boundaries of additive manufacturing across a variety of applications. These institutions contribute to advancements in areas such as aerospace, defence, biomedical engineering, and sustainable materials.
Key Additive Manufacturing Research Centres in Australia
| Institution | Location | Focus Areas |
|---|---|---|
| Australian National Fabrication Facility (ANFF) | Nationwide | Biotechnology, microelectronics, fabrication tools |
| RMIT University’s Centre for Additive Manufacturing (RCAM) | Melbourne | Laser-based AM, aerospace, biomedical applications |
| CSIRO’s Lab22 | Melbourne | Powder bed fusion, metal deposition, cold spray |
| University of Sydney’s Centre for Additive Biomanufacturing | Sydney | Bioprinting, biofabrication, customised implants |
| QUT Advanced Manufacturing Centre | Brisbane | Digital manufacturing, robotics, medical and industrial AM |
| Swinburne University’s Factory of the Future | Melbourne | Advanced manufacturing, Industry 4.0, defence, aerospace |
Several prominent research centres are driving innovation in additive manufacturing across various industries, including institutions like:
The Australian National Fabrication Facility (ANFF)
The Australian National Fabrication Facility (ANFF) is a network of eight university-based nodes providing AM facilities and expertise for both research and industry. ANFF supports sectors from biotechnology to microelectronics, offering access to cutting-edge fabrication tools and materials.
RMIT University’s Centre for Additive Manufacturing (RCAM)
RMIT University’s Centre for Additive Manufacturing (RCAM) enjoys a reputation as one of the leading innovators for AM in Australia for both aerospace and biomedical applications. The centre specialises in laser-based AM, materials development, and sustainable manufacturing practices.
CSIRO’s Lab22
CSIRO’s Lab22 in Melbourne is a leading AM research hub known for advancing powder bed fusion, direct metal deposition, and cold spray technologies. Lab22 supports projects in the aerospace, defence, and medical sectors.
University of Sydney’s Australian Centre for Additive Biomanufacturing
University of Sydney’s Australian Centre for Additive Biomanufacturing focuses on bioprinting and biofabrication technologies, aimed at producing customised implants and tissues. Collaborating with leading medical institutions, it emphasises innovations in health and regenerative medicine.
Queensland University of Technology (QUT) Advanced Manufacturing Centre
Queensland University of Technology (QUT) Advanced Manufacturing Centre in Brisbane focuses on digital manufacturing, robotics, and additive manufacturing, particularly for medical and industrial applications. Its research supports both metal and polymer AM processes, pushing boundaries in materials science and sustainability.
Swinburne University of Technology’s Factory of the Future
Swinburne University of Technology’s Factory of the Future provides a collaborative environment for developing advanced manufacturing, including AM and Industry 4.0 technologies. With strong industry partnerships, it explores applications in defence, aerospace, and automotive manufacturing.
These and many other AM research facilities in Australia are helping to build sovereign capabilities in industries increasingly adopting AM processes for high-precision applications like aerospace, medical implants, and customised tooling. Given the precision required for these applications, the quality of the raw materials—particularly metal powders—must be tightly controlled. This is where powder characterisation becomes critical.
The Importance of Particle Size in Powder Characterisation
Particle size is a fundamental parameter in powder characterisation that affects how particles flow, pack, and ultimately fuse in the printing process. In metal powder AM, particle size can influence:
Flowability
Small particles often experience issues with flow, clumping together due to electrostatic forces. This can lead to inconsistent layer deposition and defects in the printed part. Ideally, a particle size distribution that supports smooth flow is critical for high-quality printing.
Surface Finish
The particle size determines the minimum layer thickness that can be achieved, impacting the surface finish and resolution of the printed object. Smaller particles can yield finer details but may require more sophisticated handling to avoid clogging or agglomeration.
Sintering and Melting Efficiency
Consistent particle size is essential for uniform melting or sintering, especially in powder bed fusion methods. Particles that are too large or too small can lead to uneven heating and fusion, causing porosity or weak spots in the material.
Particle Shape and Its Influence on Powder Behaviour
Beyond size, particle shape plays a significant role in the behaviour of metal powders.
Common Particle Shapes and Their Effects:
- Spherical Particles: Offer better flowability and packing density, ideal for even layering and consistent melting.
- Irregular Particles: Challenging to handle due to poor flowability but may provide mechanical interlocking benefits.
- Aspect Ratio and Morphology: Influence how particles stack and bond, affecting packing density and mechanical properties.
Particles can range from spherical to irregular or even angular, and each shape presents unique advantages and challenges:
Spherical Particles
Powders with spherical particles typically have better flowability and packing density, making them preferable for many AM processes. This uniform shape allows for even layering and consistent melting or sintering.
Irregular Particles
While more challenging to handle due to poor flowability, irregular particles may offer advantages in certain applications where mechanical interlocking or increased surface area is beneficial.
Aspect Ratio and Morphology
The aspect ratio (length-to-width ratio) and other morphological characteristics can impact how particles stack and bond during printing. Variability in shape can lead to inconsistencies in packing density, affecting the mechanical properties of the final part.
The chemical composition of the powder is also essential for maintaining desired properties such as strength, hardness, and corrosion resistance in the final product.
How to Measure Powders Used in Additive Manufacturing
To achieve the level of quality and reliability required in high-performance applications, researchers and manufacturers are turning to advanced characterisation techniques. Integrating high-resolution particle size analysis, particle shape analysis, and compositional analysis enables more precise control of AM powders.
Tools like the Malvern Morphologi 4 offer advanced solutions for streamlining powder analysis and improving characterisation accuracy.
ASTM Standards for Additive Manufacturing
ASTM standards for additive manufacturing provide guidelines to ensure the quality and reproducibility of materials, processes, and final products.
ATA Scientific offers several technologies that are cited in ISO/ASTM 52907: Additive manufacturing — Feedstock materials — Methods to characterise metal powders. These include:
Malvern Mastersizer 3000+ (ASTM B822/ISO 13320)
- ASTM B822-20: Standard test method for particle size distribution of metal powders and related compounds by light scattering. This method covers instrumentation, sampling, dispersion and procedure for the metal powders using laser diffraction. Particle size distribution is reported as volume percent.
The Malvern Mastersizer 3000 Lab delivers world-class laser diffraction for particle size analysis, while Insitec provides particle size measurements in real time. Combined with the Hydro Insight imaging accessory for the Mastersizer 3000+, both particle images and quantitative particle shape data can be assessed.
Laser diffraction systems, such as the Mastersizer 3000+ and Insitec, determine particle size from measurements of the light scattered by the sample material. Larger particles will scatter light at smaller angles and with high intensity, while smaller particles will scatter light at larger angles and with weaker intensity. The diffracted, or scattered, light is captured by detectors placed around the measurement cell at a range of angles. The angular scattering intensity data is then analysed to calculate the size of the particles responsible for creating the scattering pattern, using the Mie theory of light scattering. The particle size is reported as a volume-equivalent sphere diameter.
Insitec, the in-line laser diffraction solution, can handle high throughput where sample preparation, measurements, and analysis can all be automated. As a result, Insitec can be integrated into a production process for real-time analysis and adaptive control. This includes at various points within an atomisation process, or even as part of a sieving or classification operation, to ensure the collected material meets specifications.
The particle size distribution of metal powders is an integral and defining parameter that must be monitored to ensure that batches of material are within specification and can provide the desired in-process behaviour and finished product performance. Laser diffraction is both a fast and efficient method for measuring the particle size distribution of metal powders over a very wide dynamic range in both dry and wet dispersions. Closely matching results between dry and wet measurements of the same sample can be obtained, and comparing the two allows the primary particle size, and indeed the whole size distribution, to be validated.
Phenom Desktop SEM With Integrated EDS Detector (ASTM B215-15 & F1877-16)
- ASTM B215-15: Standard Practice for Sampling Metal Powders. This standard covers how a small quantity of metal powder is to be collected such that it is representative of the entire batch of material. The standardised method for obtaining test portions of metal powder is covered considering the possibility of segregation of the metal powder during and after the filling of the containers.
- ASTM F1877-16: Standard Practice for Characterisation of Particles. This standard covers procedures for characterising the morphology, quantity, size, and size distribution of particles. The SEM characterisation method is included in this standard. The standard defines and depicts critical morphological parameters including equivalent circle diameter (ECD), aspect ratio (AR), elongation (E), Roundness (R), and Form Factor (FF).
The Phenom desktop SEM with integrated EDS detector for elemental composition offers powerful and rapid image analysis that is also easy to use.
The Thermo Scientific™ Phenom™ ParticleX AM Desktop Scanning Electron Microscope (SEM) provides high-quality SEM imaging plus automated morphological and chemical characterisation of metal powder particles. The system is simple to operate and fast to learn, allowing a wide range of users to do particle and material analysis in-house, effectively eliminating the need for outsourcing. With less wait time, industries can improve production yield and bring products to market faster.
While SEM can gather size-distribution data consistent with laser diffraction, the power of EM analysis is the additional information collected beyond the average diameter. Morphological data acquired by the Phenom SEM allows the classification and sorting of individual particles.
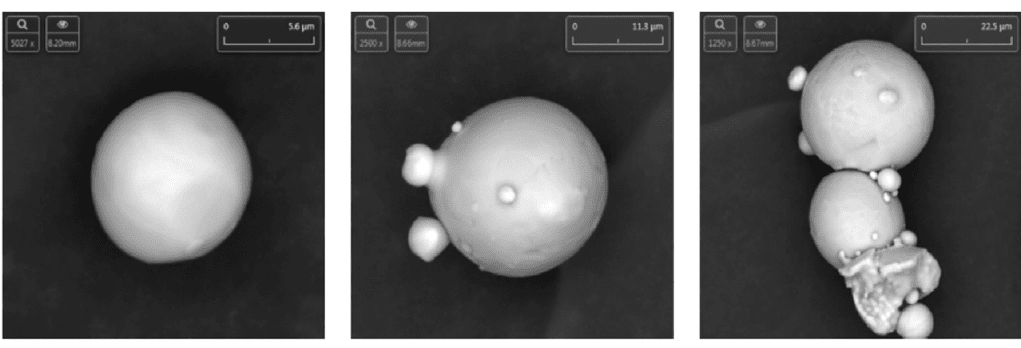
As seen in Figure 1, feed powder particles were categorised as either spherical particles, particles with satellite(s), or deformed/agglomerated particles. These classification rules were then used to sort between the three types of morphologies during automated runs.
Phenom ParticleX AM Desktop SEM can automatically identify impurities, obtain their basic characteristics, and log their location. With integrated particle inspector software, users can relocate particles of interest, capture additional detail, and create reports containing images, parameters, and the composition of individual particles. This powerful program also provides an offline tabulated view of every particle, freeing up the instrument for continued testing.
The Phenom ParticleX AM Desktop SEM is a multi-purpose desktop SEM solution designed to deliver automated and accurate analysis on feed powders, identifying potential problems before a single component is created.
Automated Morphologi 4 Static Image Analysis System (ASTM F3571-22)
- ASTM F3571-22: Standard guide for additive manufacturing – Feedstock – Particle shape image analysis by optical photography to identify and quantify the agglomerates/satellites in metal powder feedstock. This method covers both static and dynamic image analysis and provides guidance on measurement procedures. It describes how to use particle shape parameters to identify and quantify the proportion of agglomerates/satellites and other non-spherical powder particles in a batch.
The automated Morphologi 4 static image analysis system provides a detailed description of the particles’ morphological properties.
The Malvern Panalytical Morphologi 4 system is an automated static image analysis system that provides statistically relevant particle size and particle shape information, enabling a greater understanding of both sample and process. Through the automated imaging of tens to hundreds of thousands of particles, the Morphologi 4 delivers both qualitative and quantitative analysis of a powder sample. This is advantageous when considering other popular imaging techniques such as Scanning Electron Microscopy (SEM), where typically a low number of images are analysed and is more suited as a qualitative technique.
With long build times per unit, the cost of failure in additive layer manufacture is high. The quality of the powder bed is a controlling factor in the quality of the part in build. In turn, this is controlled by the size and shape of particles of the metal powder. By characterising these properties, it may be possible to forecast when failure might occur and therefore refresh the powder supply before this happens. Automated image analysis is one such solution that can be used to characterise hundreds of thousands of particles to give high-quality and statistically relevant morphological information. This single technique combines the quantitative and qualitative benefits of two other commonly used techniques in this application: dynamic imaging and SEM.
Freeman Technology FT4 Powder Rheometer
ASTM has released three standard test methods that strongly affirm the FT4 as the most trusted tool for the characterisation of powder flow properties. The newly published documents describe the procedures followed by the FT4 standard tests:
- ASTM D8328: Standard test method for dynamic testing of powders using the Freeman Technology FT4 Powder Rheometer.
- ASTM D8327: Standard test method for measuring the permeability of powders as a function of consolidation using the Freeman Technology FT4 Powder Rheometer.
- ASTM D7891: Standard test method for shear testing of powders using the Freeman Technology FT4 Powder Rheometer shear cell.
The bulk properties of powders, notably flowability but also packing behaviour—a critical characteristic for AM—are influenced by the properties of the constituent particles but not predictable from them. The quantification of bulk powder properties therefore relies on measurement. The FT4 Powder Rheometer from Freeman Technology (a Micromeritics company) measures dynamic, shear, and bulk powder properties. By applying all three bulk powder testing techniques, users can generate the information needed to securely differentiate powder samples in a relevant way and identify poor performers. This is a valuable capability that enhances the efficiency of many operations.
Micromeritics AccuPyc Pycnometer
- ASTM B923: Metal powder skeletal density by Helium or Nitrogen Pycnometry. This method describes the basic procedure for performing an apparent density measurement on metal powders using helium pycnometry. The performance of many sintered or cast metal structures may be predicted from the skeletal density of the starting metal powder, for all or a portion of the finished piece.
There are a number of important density parameters that affect the sintering kinetics of the powder bed and the porosity and mechanical properties of the final product. Two good examples are the apparent density, describing the density of a porous material excluding any open pores, and the tap density, which is a measure of how well the powder particles pack together.
These characteristics can be studied using the Micromeritics Accupyc Advanced Gas Pycnometer helium pycnometer and GeoPyc envelope/tap density analyser. These instruments are non-destructive and are also able to show the total porosity of the metal powder when used together.
Complementary analysis can be conducted using the Micromeritics Accupore Capillary Flow Porometer for assessing pore structure and distribution.
Future of Additive Manufacturing in Australia
With advances in powder characterisation, Australian industries can continue to push the boundaries of additive manufacturing, producing complex, high-performance components that meet stringent quality standards. Emerging innovations, such as breakthroughs in battery technology, also align with the rapid growth of additive manufacturing technologies.
As AM technology evolves, the demand for precise powder characterisation will only grow, with researchers and manufacturers striving to enhance powder consistency, quality, and application-specific performance. By investing in state-of-the-art characterisation tools to understand and optimise key properties like particle size, shape, and composition, industries that adopt AM can achieve the accuracy, durability, and reliability required.
To learn more about these technologies or to book a demo of the Mastersizer 3000+, Phenom desktop SEM, Morphologi 4 or any other system, Contact Us.
References:
- Thermo Fisher Scientific. Particle Analysis with the Phenom ParticleX AM Desktop SEM. Application Note. Thermo Fisher Scientific. Accessed from https://www.thermofisher.com/
- Thermo Fisher Scientific. Perception for Additive Manufacturing. Application Note No. AN0248, Thermo Fisher Scientific, n.d., https://assets.thermofisher.com/TFS-Assets/MSD/Application-Notes/perception-additive-manufacturing-an0248-en.pdf
- https://www.metal-am.com/articles/metal-powder-characterisation-standards-and-test-methods-for-consistent-quality-in-3d-printin/
- A Guide to Particle Characterization Techniques | Malvern Panalytical
- Automated Static Image Analysis of particles | Malvern Panalytical
- Closing the Additive Manufacturing certification gap | Malvern Panalytical